Дзякуючы развіццю інавацыйных працэсаў у аўтамабільнай прамысловасці, усё больш прымяняюцца рашэнні для лазернай маркіроўкі і лазернай рэзкі ў прамысловай ланцужку Auto. Сярод гэтых працэсаў галоўка 3D-сканавання (сістэма дынамічнай факусоўкі) атрымала сваю перавагу ў апрацоўцы аўтакампанентаў, такіх як маркіроўка вялікіх палёў, маркіроўка няроўнай паверхні на розных аксэсуарах для аўтамабіляў. Прымяненне лазернага працэсу было прызнана рынкам.


Перавага 3D лазернай апрацоўкі ў аўтамабільнай прамысловасці
* Няма пашкоджанняў сыравіны кампанентаў
* Мадыфікацыя дызайну апрацоўкі гнуткая, рэдагуе складаную графіку, некалькі варыянтаў даўжыні хвалі.
* З-за вялікага памеру з няправільнай паверхняй аўтамабільных кампанентаў у розных частках традыцыйная лазерная маркіроўка не можа дасягнуць гэтых патрабаванняў працэсу. Такім чынам, сістэма 3D-дынамічнай факусоўкі ўносіць вялікія намаганні ў гэты працэс, яна можа дасягнуць працоўнага поля ад 100*100 мм да 1200*1200 мм, большасць кампанентаў можна скончыць за адзін раз з высокай хуткасцю і эфектыўнасцю.
Запыт працэсу ў аўтамабільнай прамысловасці
* Лазерны працэс не можа пашкодзіць сыравіну
* Мэтавы час працы розных кампанентаў
* Вялікае працоўнае поле, аднакрокавая праца.
* Запыт на апрацоўку: эфект прапускання святла раўнамерны ў рабочай зоне кампанентаў, без ніжняга зерня.
Канфігурацыя рашэння працэсу
Праграмнае забеспячэнне: разметка вялікіх палёў LenMark_3D
Даўжыня хвалі: валаконны або УФ-лазер у адпаведнасці з запытам працэсу
Сістэма дынамічнай факусоўкі:
Серыйны нумар валакна: F20Pro/F30Pro
УФ-серыял: U10Pro/U20Pro
Абмен справай 1
Аўтаматычны кампанент: салон аўтамабіля
Лазерная прылада: лазер SPI G4 Serial
Сістэма дынамічнай факусоўкі: сканіруючая галоўка FEELTEK 3D F20Pro
Ключавыя моманты:
1. Працоўнае поле 500*500*60 мм, трэба пераканацца, што якасць плямы на агульным працоўным полі без бачнай розніцы.
2. Край вугла 90° патрабуе пазнакі, неабходна прымяніць функцыю злучэння некалькіх файлаў.
3. Пазіцыя радка ў графіцы павінна складацца з кампанента, запыт выклікае цяжкасці пры тэсце наладкі.
Высілак працы Прадэманстраваць:

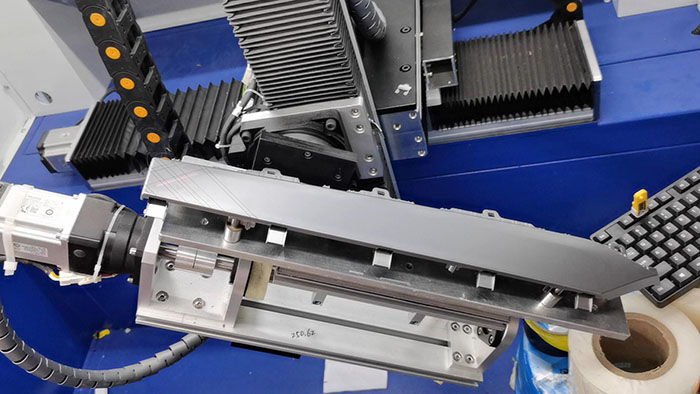
Абмен справай 2
Аўтаматычны кампанент: аўтамабільны задні ліхтар
Лазерная прылада: лазер SPI G4 Serial
Сістэма дынамічнай факусоўкі: FEELTEK F20Pro
Ключавыя моманты:
1. Працоўнае поле 400*400*80 мм, глыбіня паверхні вялікая.
2. Матэрыял паверхні святла адчувальны да лазера, таму неабходна пераканацца ў дакладнасці факальнай кропкі на 3D-разметцы паверхні, у адваротным выпадку матэрыял паверхні нельга будзе выразна выдаліць.


Агульная рэкамендацыя па прымяненню лазера для аўтамабільных кампанентаў
1. Гэты працэс мае высокія патрабаванні да канфігурацыі галоўкі сканавання і прадукцыйнасці. Патрабаванні да памеру плямы сканавальнай галоўкі, дакладнасці, дакладнасці становішча, тэмпературнага дрэйфу з'яўляюцца высокімі стандартамі. Мы прапануем FEELTEK Pro. Версія для забеспячэння стабільнасці працы.
2. Агульная наладка працэсу (каліброўка, становішча, апрацоўка выявы і г.д.) з'яўляецца складанай. Такім чынам, гэта рашэнне выклікае высокія патрабаванні да машынных інтэгратараў, інтэгратарам неабходна азнаёміцца з працоўнымі працэсамі лазера на вялікіх палях і 3D-паверхнях.
3. Афарбоўка на паверхні кампанента мае вырашальнае значэнне. Мяркуецца, што хібнасць таўшчыні афарбоўкі павінна кантралявацца ў межах 10 мкм, у адваротным выпадку вынік працы (лазерная маркіроўка для выдалення фарбы) можа быць выдалены не цалкам.
Час публікацыі: 15 ліпеня 2021 г