სამრეწველო ინტელექტისა და ზუსტი დამუშავების ტენდენციით, ლაზერული სიზუსტის დამუშავების მოთხოვნა სწრაფად განვითარდა 3C მრეწველობაში, მანქანა-დანადგარებში, ახალი ენერგიის სატრანსპორტო საშუალებებში და სხვა ინდუსტრიებში, რამაც საშუალება მისცა ლაზერული დამუშავების ტექნოლოგიის გამოყენებას ინდუსტრიულ სფეროში უფრო ყოვლისმომცველი ყოფილიყო. დააწინაურეს.
ოპტიკასა და სკანერებს შორის თანდაყოლილი არაწრფივი მახასიათებლების გამო, სკანერს აქვს გრაფიკული დამახინჯება სკანირების დროს. როგორც „3D დინამიური ფოკუსის ტექნოლოგიის გამოგონება“, FEELTEK-მა შეიმუშავა ონლაინ კომპენსაციის ალგორითმების ახალი ნაკრები ოპტიკური დამახინჯებისა და სხვა პრობლემების აღმოსაფხვრელად.
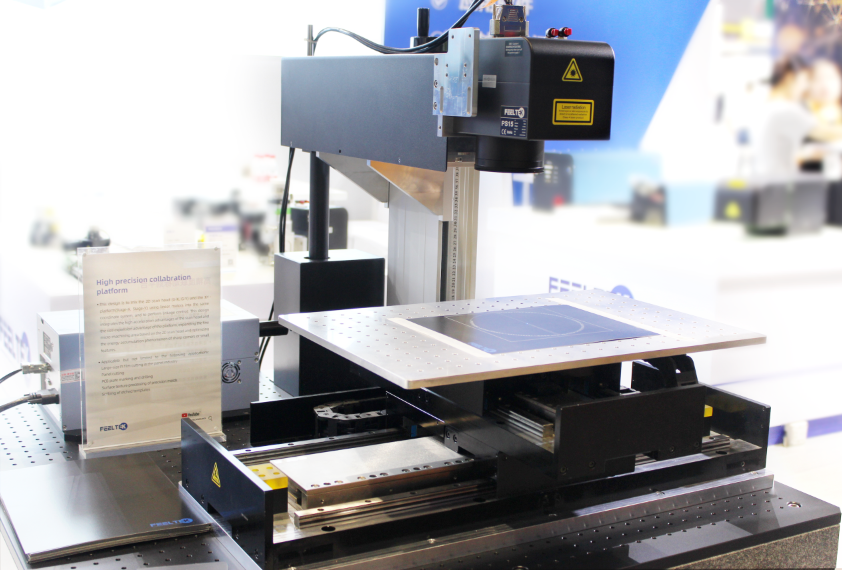
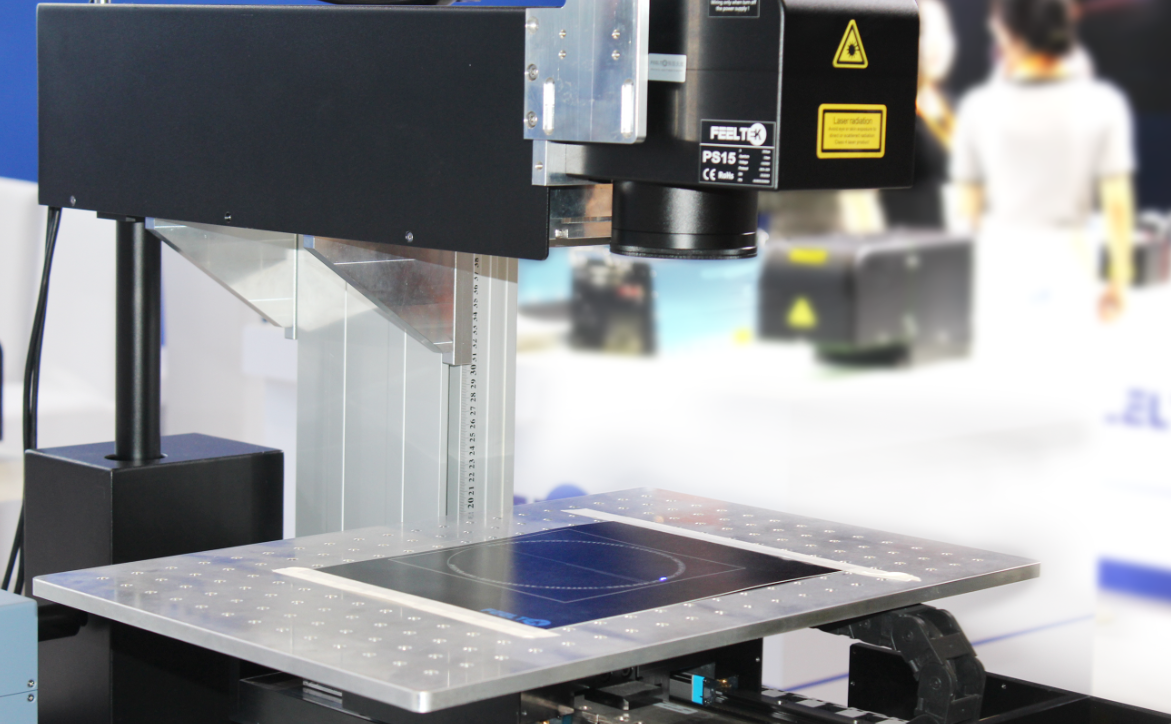
მაღალი სიზუსტის ლაზერული კავშირის პლატფორმა
Scanhead პლატფორმის კავშირი
ეს დიზაინი აერთიანებს სკანჰედის მაღალი აჩქარების უპირატესობებს და პლატფორმის ზომის გაფართოების უპირატესობას. ეს არის 2D სკანერის (GX, GY) და XY პლატფორმის (Stage-X, Stage-Y) შერევა ხაზოვანი ძრავების გამოყენებით იმავე კოორდინატულ სისტემაში და შეასრულოს კავშირის კონტროლი. ეს ნიშნავს, რომ 2D სკანჰედზე დაფუძნებული თხელი მიკრო-დამუშავების არე გაფართოვდება. ამავდროულად, ოპტიმიზირებული იქნება მკვეთრი კუთხეების ან მცირე მახასიათებლების ენერგიის დაგროვების ფენომენი. და იმავე პოზიციაზე მეორადი დამუშავებით გამოწვეული ნაწიბურები ან შეცდომები შემცირდება ან აღმოიფხვრება და დამუშავების ეფექტურობა გაუმჯობესდება. ამ გზით, დამუშავების ეფექტურობა უმჯობესდება, ციკლის დრო მცირდება და მოსავლიანობის მაჩვენებელი მნიშვნელოვნად უმჯობესდება.
კავშირის ალგორითმის ოპტიმიზაცია
სკანჰედი სწრაფად მოძრაობს და პლატფორმა მოძრაობს ფართო დიაპაზონში. როდესაც სკანერი და პლატფორმა ერთმანეთთან არის დაკავშირებული, მოქმედება იშლება სკანერის + პლატფორმის მოძრაობაში. ეს მოითხოვს უსწრაფეს დარტყმას, როგორც სიზუსტის, ასევე სიჩქარის გათვალისწინებით. სიხშირის გაყოფის კონტროლის ალგორითმი, რომელიც ასევე ცნობილია როგორც მოძრაობის ვექტორის დაშლა, გამოიყენება სკანერის როლის მაქსიმალურად გაზრდის, პლატფორმის მუშაობის გასაზიარებლად და პლატფორმის დატვირთვის მინიმიზაციისთვის; ამავდროულად, ოპტიმიზაციის ალგორითმი საშუალებას აძლევს სკანჰედს შეასრულოს თავისი როლი შესაბამის ადგილას.
PWM კონტროლი
PWM პულსი წარმოიქმნება კონტროლერის მიერ და სერვო გამაძლიერებლის გავლის შემდეგ, პირდაპირ გამოიყენება ძრავის მიმდინარე მარყუჟის კონტროლისთვის. ამავდროულად, ღეროვანი მასშტაბის სიგნალი პირდაპირ მიეწოდება კონტროლერს, რითაც იქმნება სრულად დახურული მარყუჟის კონტროლი. მიიღეთ უმაღლესი კონტროლი და რეალურ დროში შესრულება და შეამცირეთ კონტროლის ციკლი.
განაცხადის ველები
(ეს გადაწყვეტა შეიძლება გამოყენებულ იქნას, მაგრამ არ შემოიფარგლება შემდეგ განაცხადის ველებზე)
დიდი ზომის PI ფირის ჭრა, პანელების ჭრა, PCB ფირფიტების დამზადება და ბურღვა პანელის ინდუსტრიაში, ზუსტი ფორმების ზედაპირის ტექსტურის დამუშავება, ოხრვის შაბლონების წვრილად გაფორმება და ა.შ.
—————————————————————————————————
როდესაც ლაზერები ინოვაციურ იარაღად იქცევა, გმირებს შორისაა დინამიური ფოკუსირების სისტემები ტექნოლოგიური კონოტაციით. გუნდებს და კომპანიებს, რომლებიც სპეციალიზირებულნი არიან დინამიური ფოკუსირების სისტემების შემუშავებაში, მეტი მოლოდინი აქვთ. ინდუსტრიული ლაზერული 3D დინამიური ფოკუსირების სისტემის ლიდერის სტრატეგიაზე დაყრდნობით, FEELTEK-მა ღრმად დაამუშავა დინამიური ფოკუსირების სისტემების გამოყენების ტექნოლოგია. მან თანმიმდევრულად გამოუშვა წინა ფოკუსის დინამიური ფოკუსის სისტემა, უკანა ფოკუსის დინამიური ფოკუსირების სისტემა და მოქნილად რეგულირებადი დინამიური ფოკუსის ერთეული DFM (დინამიური ფოკუსის მოდული).
მომავალში, FEELTEK გააგრძელებს თანამშრომლობის გაძლიერებას აღჭურვილობის ინტეგრატორებთან, მიიღებს მეტ ქმედებებს დამუშავების ტექნოლოგიის სრული დანერგვისა და ძირითადი ინდიკატორების პროცესის გადამოწმების მისაღწევად, და უზრუნველყოფს სრულ დახურული მარყუჟის აღჭურვილობის პროცესის გადაწყვეტილებებს მეტი ინდუსტრიის ინტეგრატორებისთვის.
გამოქვეყნების დრო: ოქტ-07-2023