Met de innovatieve procesontwikkeling van de auto-industrie worden er steeds meer lasermarkeer- en lasersnijoplossingen toegepast in de upstream en downstream industriële keten van de auto. Van deze processen heeft de 3D-scankop (dynamisch focussysteem) zijn voordeel verkregen bij de verwerking van auto-onderdelen, zoals grote veldmarkering en onregelmatige oppervlaktemarkering op verschillende auto-accessoires. De toepassing van het laserproces is erkend door de markt.


Voordeel van 3D-laserverwerking in de auto-industrie
* Geen schade aan de grondstoffen van componenten
* Het verwerken van ontwerpwijzigingen is flexibel, bewerkt complexe afbeeldingen en meerdere golflengte-opties.
* Vanwege het grote formaat en het onregelmatige oppervlak van auto-onderdelen in verschillende onderdelen, kan de traditionele lasermarkering deze procesverzoeken niet verwezenlijken. Daarom draagt het 3D dynamische focussysteem grote inspanningen bij aan dit proces. Het kan een werkveld van 100*100 mm tot 1200*1200 mm bereiken, de meeste componenten kunnen in één keer met hoge snelheid en efficiëntie worden afgewerkt.
Procesaanvraag in de auto-industrie
* Het laserproces kan de grondstof niet beschadigen
* De beoogde werktijd van verschillende componenten
* Groot werkveld, werken in één stap.
* Verwerkingsverzoek: het lichttransmissie-effect is uniform op het werkgebied van de componenten, zonder bodemkorrel.
Configuratie van procesoplossingen
Software: LenMark_3D grote veldmarkering
Golflengte: Vezel- of UV-laserapparaat in overeenstemming met het procesverzoek
Dynamisch focussysteem:
Glasvezel serieel: F20Pro/F30Pro
UV-serieel: U10Pro/U20Pro
Casus delen 1
Autocomponent: auto-interieur
Laserapparaat: SPI G4 Seriële laser
Dynamisch focussysteem: FEELTEK 3D-scankop F20Pro
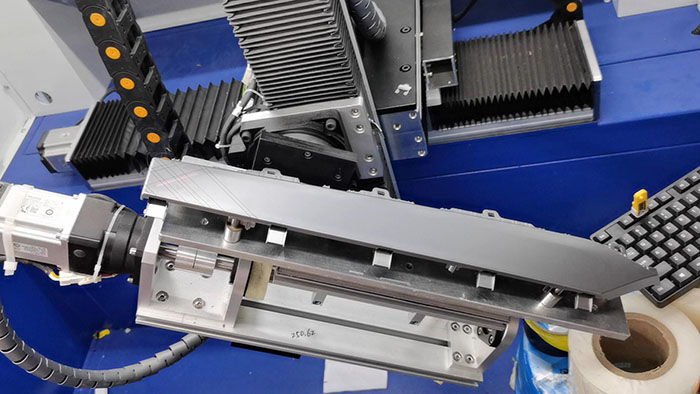
Belangrijkste punten:
1. Werkveld 500 * 500 * 60 mm, moet zorgen voor een uniforme spotkwaliteit op het totale werkveld zonder een zichtbaar verschil.
2. Hoekrand van 90 ° vereist een markering, er moet een verbindingsfunctie voor meerdere bestanden worden toegepast.
3. De lijnpositie in de afbeelding moet uit de component bestaan, het verzoek brengt de moeilijkheidsgraad van de aanpassingstest met zich mee.
Werkinspanning demonstreren:

Casusdeling 2
Autocomponent: auto-achterlicht
Laserapparaat: SPI G4 Seriële laser
Dynamisch focussysteem: FEELTEK F20Pro
Belangrijkste punten:
1. Werkveld 400*400*80mm, de oppervlaktediepte is groot.
2. Het oppervlaktemateriaal van licht is gevoelig voor laser, dus het moet ervoor zorgen dat de nauwkeurigheid van het brandpunt bij 3D-oppervlaktemarkering wordt gewaarborgd, anders kan het oppervlaktemateriaal niet duidelijk worden verwijderd.


Algemene aanbeveling voor lasertoepassingen voor auto-onderdelen
1. Dit proces stelt hoge eisen aan de configuratie en prestaties van de scankop. De vereisten voor de vlekgrootte, precisie, positieprecisie en temperatuurafwijking van de scankop zijn van hoge kwaliteit. Wij raden FEELTEK Pro aan. Versie om werkstabiliteit te garanderen.
2. De algehele procesaanpassing (kalibratie, positie, beeldbehandeling, enz.) is complex. Daarom stelt deze oplossing hoge eisen aan machine-integratoren; de integrators moeten vertrouwd zijn met een groot veld en 3D-oppervlaktelaserwerkprocessen.
3. De verf op het oppervlak van het onderdeel is van cruciaal belang. Er wordt voorgesteld dat de fout in de verfdikte binnen 10 μm moet worden gecontroleerd, anders kan het werkresultaat (lasermarkering om verf te verwijderen) mogelijk niet volledig worden verwijderd.
Posttijd: 15 juli 2021