Wraz z innowacyjnym rozwojem procesów w przemyśle samochodowym, coraz częściej stosuje się rozwiązania w zakresie znakowania laserowego i cięcia laserowego w poprzedzającym i końcowym łańcuchu przemysłowym Auto. Wśród tych procesów głowica skanująca 3D (system dynamicznego ustawiania ostrości) zyskała przewagę w przetwarzaniu komponentów samochodowych, takich jak znakowanie dużych pól, znakowanie nieregularnych powierzchni na różnych akcesoriach samochodowych. Zastosowanie procesu laserowego zostało docenione przez rynek.


Zaleta obróbki laserowej 3D w przemyśle samochodowym
* Brak uszkodzeń surowców komponentów
* Modyfikacja projektu przetwarzania jest elastyczna, edytuje złożoną grafikę, ma wiele opcji długości fal.
* Ze względu na duży rozmiar i nieregularną powierzchnię komponentów samochodowych w różnych częściach, tradycyjne znakowanie laserowe nie jest w stanie spełnić tych wymagań procesowych. Dlatego system dynamicznego ustawiania ostrości 3D wnosi ogromny wysiłek w ten proces, może osiągnąć pole robocze od 100*100 mm do 1200*1200 mm, większość komponentów można wykończyć jednocześnie z dużą szybkością i wydajnością.
Żądanie procesowe w przemyśle samochodowym
* Proces laserowy nie może uszkodzić surowca
* Docelowy czas pracy poszczególnych komponentów
* Duże pole robocze, praca jednoetapowa.
* Żądanie przetwarzania: efekt przepuszczania światła jest jednolity w obszarze roboczym komponentów, bez dolnego ziarna.
Konfiguracja rozwiązania procesowego
Oprogramowanie: LenMark_3D do znakowania dużych pól
Długość fali: urządzenie laserowe światłowodowe lub UV zgodnie z żądaniem procesu
System dynamicznego ustawiania ostrości:
Szeregowy światłowodu: F20Pro/F30Pro
Numer seryjny UV: U10Pro/U20Pro
Udostępnianie spraw 1
Komponent samochodowy: Wnętrze samochodu
Urządzenie laserowe: Laser szeregowy SPI G4
System dynamicznego ustawiania ostrości: Głowica skanująca FEELTEK 3D F20Pro
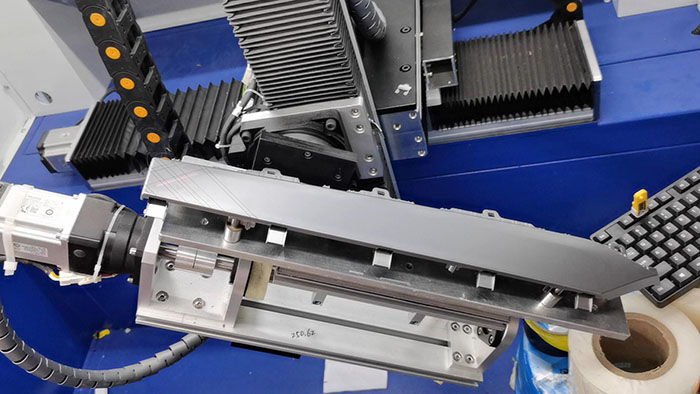
Kluczowe punkty:
1. Pole robocze 500*500*60mm, należy upewnić się, że jakość plamki jest jednakowa na całym polu pracy bez widocznej różnicy.
2. Krawędź narożnika 90° wymaga oznaczenia, należy zastosować funkcję łączenia wielu plików.
3. Pozycja linii na grafice powinna składać się z elementu, którego żądanie powoduje trudność w teście regulacji.
Wysiłek w pracy wykazanie:

Udostępnianie spraw 2
Komponent samochodowy: Tylne światło samochodowe
Urządzenie laserowe: Laser szeregowy SPI G4
System dynamicznego ustawiania ostrości: FEELTEK F20Pro
Kluczowe punkty:
1. Pole robocze 400*400*80mm, głębokość powierzchni jest duża.
2. Materiał powierzchni światła jest wrażliwy na laser, dlatego należy zapewnić dokładność punktu ogniskowego na znakowaniu powierzchni 3D, w przeciwnym razie materiału powierzchniowego nie będzie można wyraźnie usunąć.


Ogólne zalecenie dotyczące stosowania lasera do komponentów samochodowych
1. Ten proces wiąże się z dużymi wymaganiami dotyczącymi konfiguracji i wydajności głowicy skanującej. Wymagania dotyczące rozmiaru plamki głowicy skanującej, precyzji, precyzji położenia i dryftu temperatury są wysokie. Sugerujemy FEELTEK Pro. Wersja zapewniająca stabilność pracy.
2. Ogólne dostosowanie procesu (kalibracja, położenie, obróbka obrazu itp.) jest złożone, dlatego to rozwiązanie stawia duże wymagania integratorom maszyn, integratorzy muszą znać procesy obróbki laserowej dużego pola i powierzchni 3D.
3. Malowanie powierzchni elementu jest krytyczne, zaleca się kontrolowanie błędu grubości lakieru w granicach 10μm, w przeciwnym razie efekt pracy (znakowanie laserowe w celu usunięcia lakieru) może nie zostać całkowicie usunięty.
Czas publikacji: 15 lipca 2021 r