С развитием инновационных процессов в автомобильной промышленности все больше решений для лазерной маркировки и лазерной резки применяются в производственных цепочках автомобильной промышленности. Среди этих процессов 3D-сканирующая головка (система динамической фокусировки) получила свое преимущество при обработке автокомпонентов, таких как маркировка больших полей, маркировка неровной поверхности на различных автомобильных аксессуарах. Применение лазерного процесса признано рынком.


Преимущество 3D-лазерной обработки в автомобильной промышленности
* Отсутствие повреждений сырья компонентов.
* Обработка изменений дизайна является гибкой, редактирует сложную графику, несколько вариантов длины волны.
* Из-за большого размера и неровной поверхности автокомпонентов в различных частях традиционная лазерная маркировка не может удовлетворить эти технологические требования. Таким образом, 3D-система динамической фокусировки вносит большой вклад в этот процесс: она может достигать рабочего поля от 100*100 мм до 1200*1200 мм, большинство компонентов можно обрабатывать одновременно с высокой скоростью и эффективностью.
Обработка запроса в автомобильной промышленности
* Лазерный процесс не может повредить сырье.
* Целевое время работы различных компонентов
* Большое рабочее поле, работа в один шаг.
* Запрос на обработку: эффект пропускания света является равномерным на рабочей зоне компонентов, без зерен внизу.
Конфигурация технологического решения
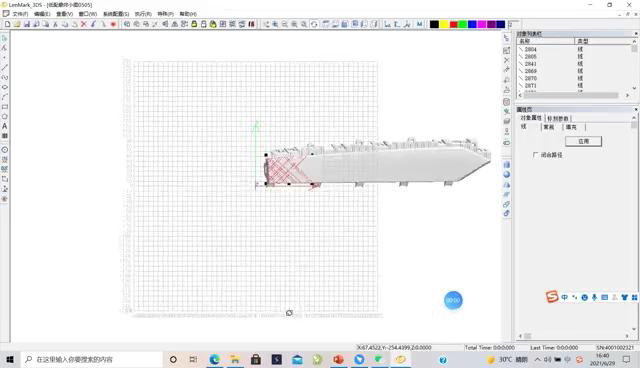
Программное обеспечение: LenMark_3D для разметки большого поля.
Длина волны: волоконное или УФ-лазерное устройство в соответствии с запросом процесса.
Система динамической фокусировки:
Серийный номер волокна: F20Pro/F30Pro
УФ-серийный номер: U10Pro/U20Pro
Распределение дел 1
Автокомпонент: Автомобильный интерьер
Лазерное устройство: последовательный лазер SPI G4
Система динамической фокусировки: 3D-сканирующая головка FEELTEK F20Pro
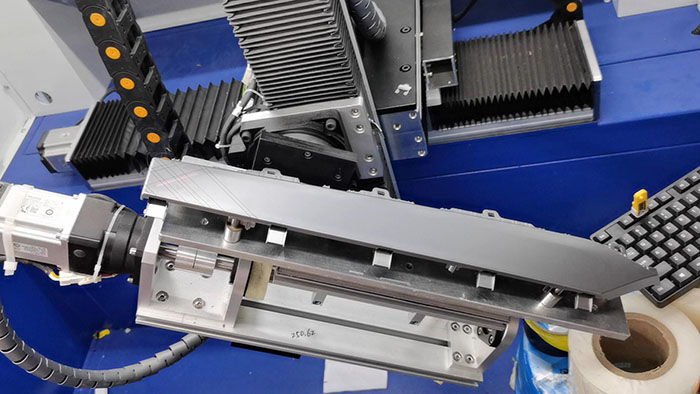
Ключевые моменты:
1. Рабочее поле 500*500*60 мм, необходимо обеспечить равномерное качество пятна на всем рабочем поле без видимой разницы.
2. На угловом крае 90° требуется отметка, необходимо применить функцию соединения нескольких файлов.
3. Положение линии на графике должно состоять из компонентов, запрос вызывает трудности при проверке корректировки.
Демонстрация рабочих усилий:

Распределение дел 2
Автокомпонент: Автомобильный задний фонарь
Лазерное устройство: последовательный лазер SPI G4
Система динамической фокусировки: FEELTEK F20Pro
Ключевые моменты:
1. Рабочее поле 400*400*80 мм, глубина поверхности большая.
2. Материал поверхности света чувствителен к лазеру, поэтому необходимо убедиться в точности фокуса при 3D-маркировке поверхности, в противном случае материал поверхности невозможно будет четко удалить.


Общие рекомендации по лазерному применению автокомпонентов
1. Этот процесс требует высоких требований к конфигурации и производительности сканирующей головки. Требования к размеру пятна сканирующей головки, точности, точности положения и температурному дрейфу являются высокими стандартами. Мы предлагаем FEELTEK Pro. Версия для обеспечения стабильности работы.
2. Общая настройка процесса (калибровка, положение, обработка изображения и т. д.) сложна. Поэтому это решение вызывает большой спрос у интеграторов станков, интеграторам необходимо ознакомиться с рабочими процессами большого поля и трехмерного поверхностного лазера.
3. Окраска поверхности детали имеет решающее значение, рекомендуется контролировать погрешность толщины окраски в пределах 10 мкм, в противном случае результат работы (лазерная маркировка для удаления краски) может быть удален не полностью.
Время публикации: 15 июля 2021 г.